



















9.8 Removing faults/warnings
Depending on the conditions in your installation, there may be a wide variety of reasons for the
fault. In multi-axis systems there may be further hidden causes of a fault.
Detailled hints for removal of faults can be found in the Online help chapter
"Trouble-Shooting".
Our customer service can give you further assistance with problems.
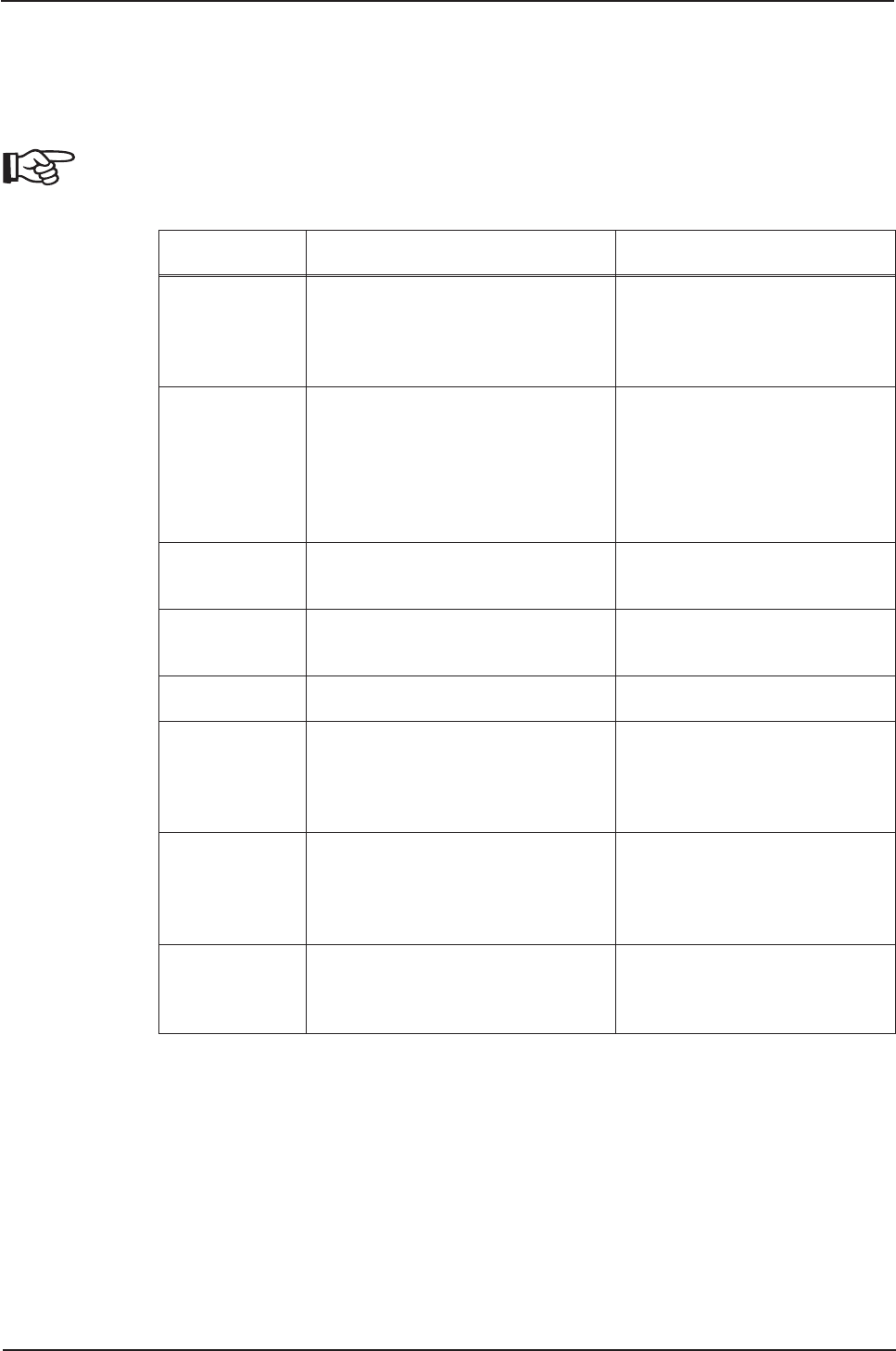
Fault possible causes
Measures to remove the cause of
the fault
HMI message:
communication
fault
— wrong cable used
— cable plugged into wrong position
in servo amplifier or PC
— wrong PC interface selected
— use null-modem cable
— plug cable into the correct
sockets on the servo amplifier
and PC
— select correct interface
motor does not
rotate
— servo amplifier not enabled
— break in setpoint cable
— motor phases swapped
— brake not released
— drive is mechanically blocked
— no. of motor poles set incorrectly
— feedback set up incorrectly
— apply enable signal
— check setpoint cable
— correct motor phase sequence
— check brake control
— check mechanism
— set no. of motor poles
— set up feedback correctly
motor oscillates
— gain too high (speed controller)
— shielding in feedback cable is broken
— AGND not wired up
— reduce Kp (speed controller)
— replace feedback cable
— join AGND to CNC-GND
drive reports
following error
—I
rms
or I
peak
is set to low
— setpoint ramp is too long
— increase I
rms
or I
peak
(keep within motor data !)
— shorten setpoint ramp +/-
motor overheat-
ing
—I
rms
/I
peak
set too high — reduce I
rms
/I
peak
drive too soft
— Kp (speed controller) too low
— Tn (speed controller) too high
— PID-T2 too high
— T-Tacho too high
— increase Kp (speed controller)
— use motor default value for
Tn (speed controller)
— reduce PID-T2
— reduce T-Tacho
drive runs
roughly
— Kp (speed controller) too high
— Tn (speed controller) too low
— PID-T2 too low
— T-Tacho too low
— reduce Kp (speed controller)
— use motor default value for
Tn (speed controller)
— increase PID-T2
— increase T-Tacho
axis drifts at
setpoint = 0V
— offset not correctly adjusted for
analog setpoint provision
— AGND not joined to the CNC-GND
of the controls
— adjust setpoint-offset (analogI/O)
— join AGND and CNC-GND
90 SERVOSTAR
®
601...620 Product Manual
Setup
07/2007 Danaher Motion